

134-0515-8990


EPE珍珠棉包装材料的生产效率如何
来源:www.cnhongyuan.net.cn | 发布时间:2026年01月05日
EPE 珍珠棉(可发性聚乙烯)的生产效率受设备类型、发泡倍率、产品规格等因素影响,整体呈现规模化连续生产效率高、定制化异形加工效率偏低的特点,行业主流生产线的日产能可达 5–20 吨,定制产品日产能约 1–5 吨。
一、核心影响因素
1.设备自动化与型号
挤出机型号:是决定产能的核心设备,常见的 Φ90、Φ120、Φ150 型挤出机,螺杆直径越大,熔体输送量越高。Φ90 型挤出机单机小时产能约 50–80kg,Φ150 型可达 200–300kg,日产能(按 10 小时计算)分别为 0.5–0.8 吨和 2–3 吨。
自动化生产线:配备自动发泡剂注入、自动牵引、自动切割、自动覆膜的生产线,人工干预少,连续生产能力强,产能比半自动线提升 30%–50%;半自动线需人工调整参数、切割下料,易因停机降低效率。
复合 / 覆膜设备:需覆膜、复合的 EPE 板材,生产流程增加复合工序,效率比纯发泡板材下降 20%–30%,但附加值更高。
2.发泡倍率与产品密度
发泡倍率是影响效率的关键参数,低倍率(10–20 倍) 珍珠棉密度高(≥20kg/m³),熔体粘度大,挤出速度慢,小时产能比高倍率产品低 20%–40%;高倍率(30–50 倍) 珍珠棉密度低(≤10kg/m³),熔体流动性好,挤出速度快,产能更高,但力学性能较弱。
不同用途产品的发泡倍率差异大:缓冲包装常用 20–30 倍,工业承重包装常用 10–15 倍,对应的生产效率也随之调整。
3.产品规格与加工复杂度
板材 / 卷材:是 EPE 珍珠棉的基础形态,生产流程简单(挤出→发泡→牵引→切割),效率较高,Φ120 型挤出机可稳定生产厚度 2–50mm 的板材,日产能达 1–1.5 吨。
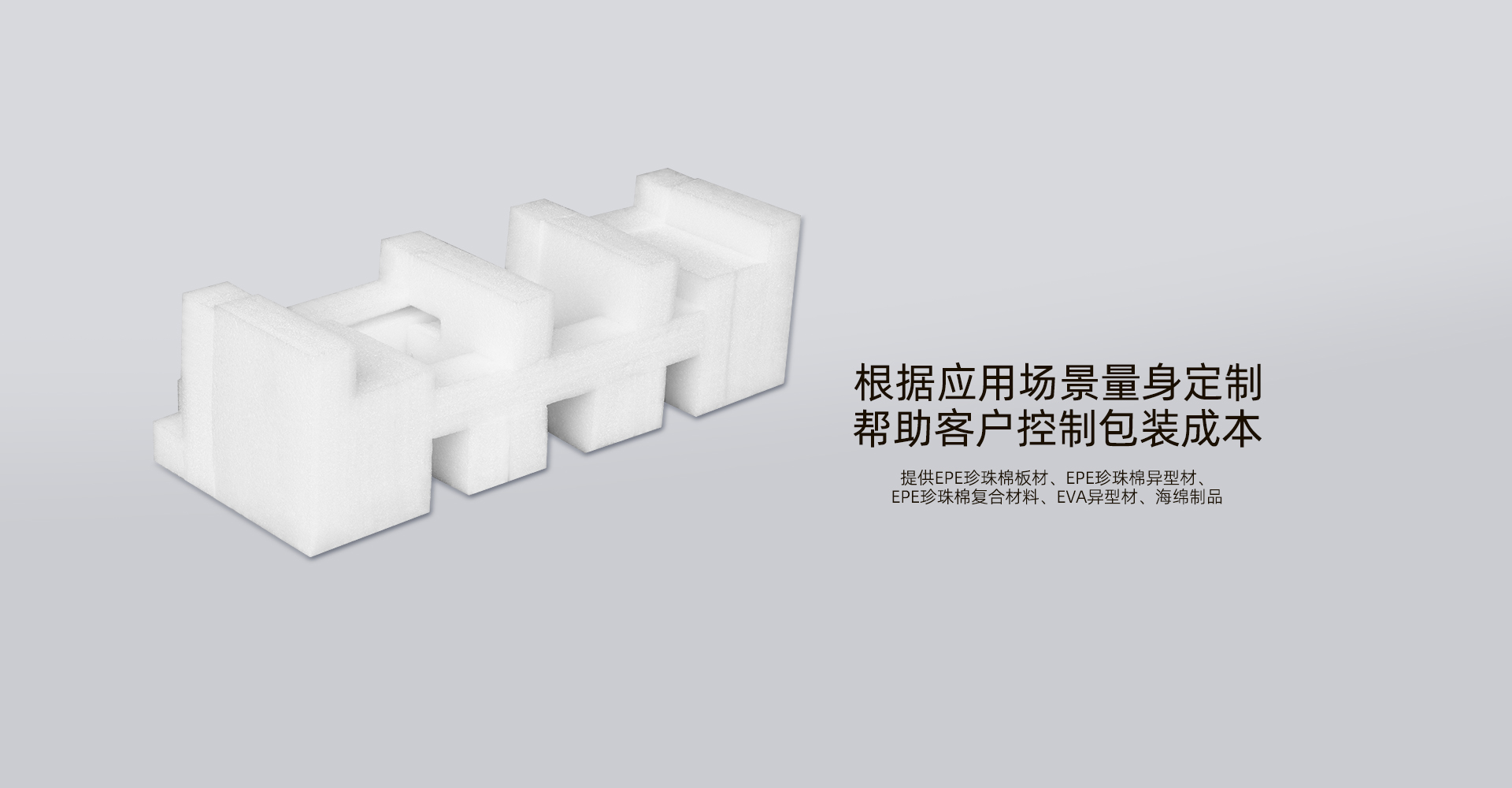
异形定制产品:如家电内衬、电子产品防震套,需经过冲裁、贴合、开槽等二次加工,效率取决于异形复杂度,简单内衬日产能约 1–2 吨,复杂精密内衬日产能仅 0.5–1 吨。
厚度与宽度:超厚(>50mm)或超宽(>2 米)的板材,需降低牵引速度避免断裂,效率比常规规格(厚度 5–30mm、宽度 1–1.5 米)下降 15%–25%。
二、提升生产效率的优化方向
1.设备升级
选用大螺杆直径的挤出机,搭配变频调速电机,正确控制熔体输送速度;加装在线厚度检测装置,减少因厚度不合格导致的返工。
引入全自动异形切割设备(如 CNC 切割机),替代人工冲裁,异形产品加工效率提升 50%–80%,且尺寸精度更高。
2.工艺优化
优化发泡剂配方:采用丁烷 + 戊烷混合发泡剂,提升发泡稳定性,减少因发泡不均导致的废品率;控制挤出温度在 160–190℃,避免聚乙烯降解影响熔体流动性。
推行连续化生产模式:24 小时不间断生产,减少设备启停次数;合理规划生产排程,同类规格产品集中生产,降低换模、调机时间。
3.管理优化
建立原料预处理机制:聚乙烯颗粒提前干燥,避免水分影响发泡质量;分类存放不同发泡倍率的原料,减少换料时间。
采用精益生产管理:统计设备停机原因,针对性解决故障问题;培训操作人员掌握设备调试技巧,缩短参数调整时间。
上一条:
EPS医疗器械防震泡沫包装有哪些特点
下一条:
EPE珍珠棉包装材料如何适配多场景包装需求
【相关文章】


+
 微信号:13405158990
微信号:13405158990

微信号:13405158990
 添加微信
添加微信
 联系我们
联系我们
 热线电话
热线电话